Introduction
This article takes an in-depth look at machine vision systems.
Read further and learn more about:
- What are machine vision systems?
- Components of machine vision systems
- Types of machine vision systems
- Functions performed by machine vision systems
- Applications of machine vision systems
- And much more…
Chapter 1: What are Machine Vision Systems?
Machine vision systems are assemblies of integrated electronic components, computer hardware, and software algorithms that offer operational guidance by processing and analyzing the images captured from their environment. The data acquired from the vision system are used to control and automate a process or inspect a product or material.

Many manufacturing industries adapt machine vision systems in performing tasks that can be mundane, repetitive, tiring, and time-consuming to the workers, resulting in increased productivity and reduced operational cost. For instance, a machine vision system in a production line can inspect hundreds and thousands of parts per minute. A similar type of inspection can be performed by human workers manually; however, it is much slower and expensive, prone to error, and not all running parts can be quality-checked offline due to time limitations.
Machine vision systems also promote high product quality and production yield by providing accurate, consistent, and repeatable detection, verification, and measurement systems. They can help detect defects earlier in the process, which prevents the production and escape of defective parts. They improve the traceability and compliance to regulations and specifications of products and materials in industrial processes.
Chapter 2: Components of Machine Vision Systems
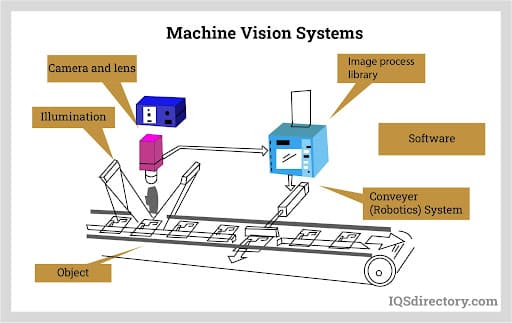
Machine vision systems are typically composed of five elements (or components), as discussed below. These components are common and may be seen in other systems. However, when these components work together by playing their distinct roles, they create a vision system capable of sophisticated functions.
Lighting and Machine Vision Systems
Lighting is responsible for illuminating the object and highlighting its distinct features to be viewed by the camera. It is one of the critical aspects of machine vision systems; the camera cannot inspect objects that it cannot see. Therefore, lighting parameters such as distance of the light source from the camera and object, angle, intensity, brightness, shape, size, and color of lighting must be optimized to highlight the features being inspected. In addition, the object must be seen clearly by the camera when it is struck by light; hence, the object’s surface properties must also be considered during lighting optimization.
Lighting can be provided by LED, quartz halogen, fluorescent, and xenon strobe light sources. It can be directional or diffusive. Lighting techniques in machine vision systems are classified as follows:

Back Lighting
Back lighting illuminates the target from behind. It creates contrast as dark silhouettes appear against a bright background. Back lighting is used to detect holes, gaps, cracks, bubbles, and scratches on clear parts. It is suitable for measuring, placing, and positioning parts. It is advisable to use monochrome light with light control polarization if very precise (subpixel) edge detection is necessary.

Diffuse Lighting
Diffuse (or full bright) lighting is used to illuminate shiny specular and mixed reflective targets, requiring even and multi-directional lighting. There are three types of diffuse lighting:
- Dome Diffuse Lighting is the most common diffuse lighting technique and is effective on curved and specular surfaces. It is helpful in minimizing glare.
- On-axis Lighting, or co-axial lighting, uses a mirror to reflect light rays to the target in a co-axial direction with the target and the camera. Surfaces that are at an angle with the camera will appear. On-axis lighting is effective in emphasizing angled, textured, or topographical features on flat surfaces.
- Flat Diffuse Lighting has a highly diffusive light source which can be used as a front or projection light. The object is viewed in the center of the flat diffusive light source. This lighting technique is widely used in PCB inspection.
Partial Bright Field Lighting
In partial bright field or directional lighting, the light rays from an angled directional light source strike the material directly. The camera and the object are in a co-axial position with each other. Partial bright field lighting is good in generating contrast and emphasizing topographical features of the surface. However, this lighting arrangement is less effective with specular surfaces as it creates lighting hotspot reflections.
Dark Field Lighting
In dark field lighting, the light rays from a directional light source (e.g., bar, spot, or ring light) strike the object at a low angle (10-150) from the surface. This lighting arrangement makes surface flaws such as scratches, imprints, and notches appear bright by reflecting light to the camera; the rest of the surface appears to be dark.


Devices such as color filters and polarizers may be used in machine vision lighting. Color filters are used to lighten or darken targeted features on the surface. Polarizers are installed in cameras to reduce lighting noises such as glares and hotspots and increase the contrast.
Machine Vision Lenses
The lens captures the image and relays it to the image sensor inside the camera in the form of light. Most lenses are equipped with color recognition capability. The lens of a machine vision camera can be an interchangeable lens (C-mount or CS-mount) or a fixed lens. Lenses are characterized by the following properties, which describes the image quality they can capture:
- Field of view refers to how much area the image sensor views; lenses with higher focal length have a reduced field of view.
- Depth of field refers to the ability to maintain acceptable image quality without refocusing if the object is moved farther from the plane of best focus. It also influences the object’s range of acceptable motion.
- Depth of focus refers to how the quality of focus changes as the sensor is moved while the object remains in the same position.
- Aperture is the opening of the lens through which light passes to enter the camera. It controls the amount of light entering the lens. It is inversely related to the depth of field.

Image Sensor
The image sensor inside the machine vision camera converts light captured by the lens into a digital image. It typically utilizes charged coupled device (CCD) or complementary metal-oxide-semiconductor (CMOS) technology to translate photons into electrical signals. The output of image sensors is a digital image composed of pixels that shows the presence of light in the areas that the lens has observed.
Resolution and sensitivity are critical specifications of image sensors. Resolution is the number of pixels produced by the sensor in the digital image. Sensors with a higher resolution produce higher quality images, meaning more details can be observed in the object being inspected, and more accurate measurements can be obtained. The resolution also refers to the ability of the machine vision to perceive small changes. Sensitivity, on the other hand, refers to the minimum amount of light required to detect a distinguishable output change in the image. Resolution and sensitivity are inversely related to each other; an increased resolution will decrease the sensitivity.
Vision Processing Unit
The vision processing unit of a machine vision system uses algorithms to analyze the digital image produced by the sensor. Vision processing involves a series of steps, performed externally (by a computer) or internally (for stand-alone machine vision systems). First, the digital image is extracted from the image sensor and is relayed to the computer. Next, the digital image is prepared for analysis by making the necessary features on the image stand out. The image is then analyzed to locate the specific features needed to be observed and measured. Once observations and measurements of the feature are completed, they are compared to the defined and pre-programmed specifications and criteria. Finally, the decision is made, and the results are communicated.
Communication System
The communication system quickly passes the decision made by the vision processing unit to specific machine elements. Once the machine elements have received the information (or signal), the machine elements will intervene on and control the process based on the output of the vision processing unit. This mechanism is accomplished by discrete I/O signals or data communication by a serial connection in the form of RS-232 serial output or Ethernet.
Chapter 3: Types of Machine Vision Cameras
The types of machine vision cameras are the following:
Line Scan Camera
A line-scan camera precisely and quickly captures digital images one line at a time. The camera still views the whole of the object. The complete image is constructed in the software pixel line by pixel line. Either the part or the camera must be moving during the inspection.
Line scan cameras can inspect multiple objects in a single line. They are ideal in high-speed conveying systems and continuous processes. They are suitable in continuous webs of materials, such as paper, metal, and textiles, large parts, and cylinders.

Area Scan Camera
Area scan cameras use rectangular-shaped image sensors used to capture images in a single frame. The resulting digital image has a height and width based on the number of pixels on the sensor. The vision processing unit analyzes the scene image by image. Area scan cameras can perform almost all common industrial tasks and are easier to set up and align. Unlike line scan cameras, area scan cameras are preferred in inspecting stationary objects. The objects can be paused momentarily in front of area scan cameras to allow inspection.

3D Scan Camera
3D scan cameras can perform inspections at X, Y, and Z planes and calculate the object’s position and orientation in space. They utilize single or multiple cameras and laser displacement sensors. In a single-camera setup, the camera must be moved to generate a heightmap that resulted from the displacement of lasers’ location on the object. The height of the object and its surface planarity can be calculated using a calibrated offset laser. In a multi-camera setup, laser triangulation is deployed to generate a digitized model of the object’s shape and location.
3D scan cameras are ideal for inspecting 3D-formed parts and robotic guidance applications. This type of machine vision camera can tolerate slight environmental disruptions (e.g., light, contrast, and color variations) while providing precise information. Hence, they are widely used in metrology, factory automation, and defect analysis of parts.

Chapter 4: Functions Performed by Machine Vision Systems
Machine vision systems can provide innovative and quick solutions by automating tasks commonly performed in industrial processes:
Presence Inspection
Presence inspection is the process of confirming the quantity and presence or absence of parts. It is one of the basic operations performed by machine vision systems and the most widely performed tasks in most industries. Practical applications of presence inspection include counting of countable products (e.g., bottles, screws) and checking the presence of labels on food packaging, electronic components on PCBs, adhesive application, and screws/washers in fastened parts.
The image processing methods employed by machine vision systems are the following:
Binary Processing
In binary processing, the image captured by a monochrome camera is converted into pixels with two shade levels, black and white, making vision processing and decision-making easier. The conversion of each pixel is based on a specific threshold.

Blob Analysis
The digitized image produced by binary processing is further analyzed using Blob analysis. A blob refers to a “lump.” In blob analysis, a blob is a cluster of pixels having the same shade. The digitized image is plotted to a coordinate system, and the X and Y coordinates of each lump are determined and analyzed.
Blob analysis is used in a variety of tasks such as counting (based on area), measuring length and area, locating the target’s position in space, distinguishing the orientation of targets, inspecting defects, and others.

Other image processing and analysis techniques are:
- Pre-programming a specific target in the vision processing unit. The computer will look for the targets in the image similar to the registered target.
- Analysis based on color differentiation. This technique provides a more accurate judgment.
Practical Positioning
Positioning is the process of comparing the location and orientation of the part to a specified spatial tolerance. The location and orientation of the part in 2D or 3D space are communicated to a robot or a machine element for it to align or place the target in its proper position or orientation. Machine vision positioning systems offer more accuracy and speed than manual inspection, alignment, and positioning. Practical positioning applications include robotic pick-up and placement of parts on and off the conveyor belt, positioning of glass substrates, checking of barcode and label alignment, checking of IC placement in PCB, and arrangement of parts packed in a pallet.


Machine Vision Identification
Machine vision identification scans and reads barcodes, 2D codes, direct part marks, and characters printed on parts, labels, and packages. These markings contain product name, manufacturer, date code, lot number, and expiration date. Identification is useful in improving the traceability of parts, inventory control, and verification system of products. Identification is accomplished by either an optical character recognition (OCR) or an optical character verification (OCV) system. In OCR systems, the machine vision reads the printed alphanumeric characters on the target without prior knowledge of the characters to look for. In OCV systems, the machine vision verifies the presence of the character strings.

Flaw Detection
Flaw detection is one of the most fundamental quality control tasks in manufacturing industries and the most utilized function of machine vision systems. In flaw detection, the machine vision searches for defects such as cracks, scratches, blemishes, gaps, contaminants, discoloration, and other irregularities present on the part’s surface, which can affect the product functionality and reliability. Those defects appear randomly, so the machine vision algorithm looks for pattern changes, changes in color or texture, discontinuities, or connected structures. Next, the presence of these defects is monitored. The machine vision system can categorize the defects by type, color, texture, and size and sort out the defective parts failing the criteria. Machine vision systems can quickly and effectively detect small and microscopic flaws, which can be invisible to the human eye; these systems can work or operate for long periods of time, unlike human inspectors.
Flaw detection is widely used to inspect semiconductor and electronic components, appliances, tooling conditions, food products and their packaging, materials produced in continuous webs (e.g., paper, plastics, metals), and others. Flaw detection is useful in online inspections; once a failing part is detected coming from a process, the process is halted immediately and corrected, and the failing part is separated from its lot. Flaw detection is typically incorporated in machine vision systems together with presence inspection, measurement, and positioning functions.Flaw Detection

Detecting Through Measurement
Measurement is the checking of dimensional accuracy and geometric tolerances of parts. The machine vision system calculates the distances between two or more points and the location of the targeted features on the object to determine whether the measurement is within specifications. The lighting and optical system of the machine vision system must be optimized in order to obtain highly accurate, precise, and repeatable measurements.
The measurement function of machine vision systems can measure features as small as 25.4 microns. It typically comes together with flaw detection to measure the irregularities detected in parts. It is also used in calculating the volume of parts.

Chapter 5: Applications of Machine Vision Systems
Machine vision systems have countless practical applications. The industry-specific applications of these systems are the following:
Food, Pharmaceutical, and Consumer Products
Packaging and identifying food, beverage, pharmaceutical, and consumer products require a reliable and robust inspection system.
- The machine vision guides the robotic arm in the pick-up and placement of products in boxes. The system counts the number of products contained in each box before sealing.
- Cans, bottles, and caps are inspected for defects such as cracks and dents.
- Instant noodles are checked for the presence or absence of seasoning packets. This type of inspection is also applicable to products containing several kinds of items.
- Bottles and sachets of liquid products are inspected in liquid dispensing lines if properly filled.
- Characters and graphics present in labels are checked. The orientation of the labels in the packaging is also inspected.
- Expiration dates are checked on food and medicine packaging. Barcode or 2D code is scanned to check the manufacturer, date code, lot number, etc.

Semiconductor Quality Control
Flaw detection and positioning are critical in semiconductor quality control; hence, machine vision systems are extremely helpful in this industry.
- Integrated circuits (IC) and their solder joints on the printed circuit board (PCBs) are sensitive to cracks and voids since these defects significantly affect their functionality and reliability.
- The leads of IC are inspected for bending and coplanarity. The positions of the balls in a ball grid array (BGA) packages are checked.
- The orientation and alignment of ICs and other electronic components are checked before mounting to the PCB.
- The notch position of wafers is inspected to determine rotation position. A machine vision system measures the position of a wafer during handling to avoid defective wafers.

Automotive and the Machine Vision System
- Assembly and handling of automotive parts are performed by a robotic arm guided by a machine vision system.
- The dimensions of the spark plug are checked.
- Flaw detection is utilized in inspecting differential gears, engine valve heads, piston side coatings, oil seals, diesel particulate filters, etc.
Summary
- A machine vision system is an assembly of integrated electronic components, computer hardware, and software that is used to provide operational guidance to industrial processes by processing and analyzing the captured images from its environment.
- The components of machine vision systems are lighting, lens, image sensors, vision processing unit, and communication system.
- The types of machine vision lighting are back lighting, diffuse lighting, partial bright field lighting, and dark field lighting.
- The properties of machine vision lenses are field of view, depth of field, depth of focus, and aperture.
- Resolution and sensitivity are critical specifications of image sensors.
- The types of machine vision cameras are line scan, area scan, and 3D scan cameras.
- The functions performed by machine vision systems are presence inspection, positioning, identification, flaw detection, and measurement.
- Machine vision systems have countless practical applications in many industries.
(Source: https://www.iqsdirectory.com/)